
Por qué la retracción no funciona bien en impresión 3D
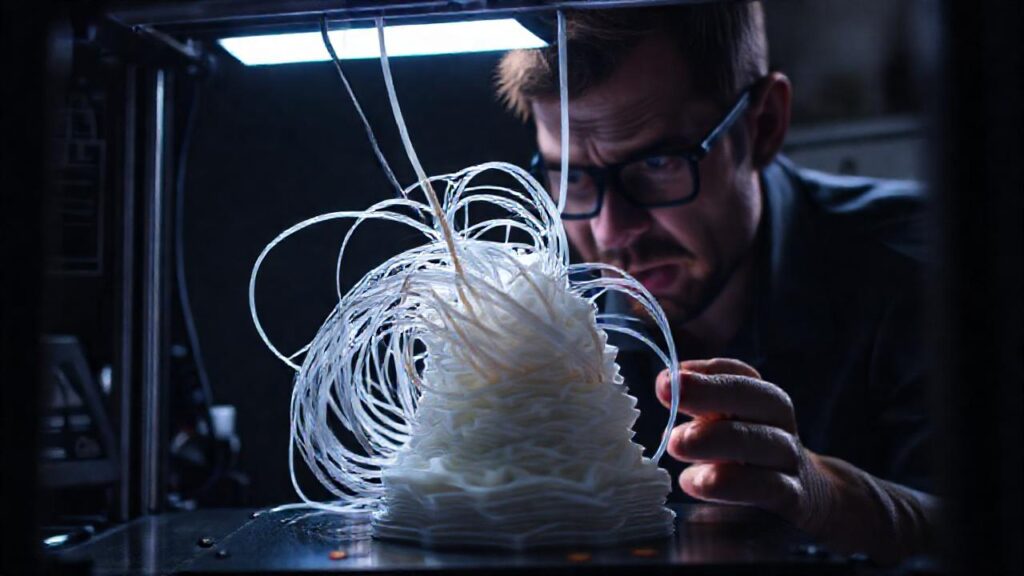
La retracción es una técnica fundamental en la impresión 3D FDM para evitar los famosos “hilos” o “strings” que se forman entre las partes de un modelo. Consiste en retraer el filamento del nozzle durante los desplazamientos rápidos, disminuyendo la presión y deteniendo el flujo de material. Sin embargo, muchos usuarios se frustran al observar que, a pesar de ajustar los parámetros de retracción, estos hilos persisten o se generan otros problemas como obstrucciones.
Este artículo explora las razones por las que la retracción podría no estar funcionando correctamente en tu impresora 3D, desglosando los factores que influyen en su efectividad y ofreciendo soluciones prácticas. No se trata simplemente de aumentar o disminuir un porcentaje; implica comprender la interacción entre la configuración, el material y el hardware de tu máquina.
Contenido
Temperatura Incorrecta
La temperatura es crucial para la retracción. Si la temperatura del nozzle es demasiado alta, el filamento se mantiene demasiado líquido, dificultando su retracción limpia y rápida. Por otro lado, una temperatura demasiado baja puede hacer que el filamento se enfríe demasiado rápido dentro del nozzle, provocando obstrucciones al intentar retraerlo.
Experimenta con pequeñas variaciones de temperatura (5-10°C) tanto hacia arriba como hacia abajo de la temperatura recomendada por el fabricante del filamento. Observa cuidadosamente cómo afecta la retracción y la calidad general de la impresión. El punto ideal es aquel que permite una retracción eficiente sin comprometer la adherencia de capas.
Recuerda que diferentes filamentos requieren diferentes temperaturas óptimas. El PLA, por ejemplo, suele requerir temperaturas más bajas que el ABS o el PETG. Es fundamental consultar la hoja de datos del filamento para obtener la información más precisa.
Distancia de Retracción Inadecuada
La distancia que el filamento se retrae juega un papel vital. Una distancia demasiado corta no cortará el flujo de material de manera efectiva, mientras que una distancia excesiva puede aumentar el tiempo de impresión y, en algunos casos, provocar obstrucciones al tener que mover el filamento una gran cantidad.
Comienza con una distancia de retracción recomendada para tu tipo de impresora y filamento (generalmente entre 0.5mm y 6mm). Luego, realiza pruebas incrementales, ajustando la distancia en pequeños pasos (0.25mm o 0.5mm) y evaluando los resultados. Observa la presencia de hilos y la fluidez del material al reanudar la impresión.
Asegúrate de que la distancia de retracción no sea superior a la longitud del trozo de filamento que se encuentra dentro del hotend. Una distancia excesiva podría causar que el filamento se desconecte del motor de extrusión, ocasionando errores en la impresión.
Velocidad de Retracción Mal Ajustada
La velocidad a la que el filamento se retrae también es un factor determinante. Una velocidad demasiado lenta puede que no interrumpa el flujo de material a tiempo, mientras que una velocidad excesivamente rápida puede provocar tensión en el filamento y aumentar el riesgo de obstrucciones.
Empieza con una velocidad de retracción moderada (por ejemplo, 40-60 mm/s) y ajústala gradualmente, observando los resultados de la impresión. Una velocidad más alta puede ser necesaria para materiales con mayor viscosidad, como el ABS, mientras que una velocidad más baja puede ser suficiente para el PLA. Considera que la inercia del sistema de extrusión influye en la velocidad óptima.
Presta atención al sonido de la extrusión durante la retracción. Si escuchas un crujido o un sonido de tensión, es probable que la velocidad de retracción sea demasiado alta y debas reducirla.
Problemas con la Extrusión

Una extrusión inconsistente puede sabotear tus esfuerzos de retracción. Si tu extrusor no proporciona un flujo de filamento suave y constante, la retracción no podrá compensar las variaciones en la presión del material. Esto puede deberse a la suciedad, a un desgaste de los engranajes del extrusor, o a una configuración incorrecta de la presión del resorte.
Limpia regularmente el extrusor para eliminar cualquier residuo de filamento que pueda estar obstruyendo el flujo. Verifica el estado de los engranajes y reemplázalos si están desgastados o dañados. Ajusta la tensión del resorte del extrusor para asegurar una presión adecuada sobre el filamento.
Asegúrate de que el filamento esté bien alimentado en el extrusor, sin obstrucciones ni tensiones excesivas. Un filamento enrollado incorrectamente puede causar problemas de alimentación y afectar la retracción.
Geometría del Modelo y Configuración del Slicer
La geometría del modelo y la configuración del slicer también influyen en la efectividad de la retracción. Los modelos con muchos pequeños detalles o movimientos bruscos pueden generar más hilos que los modelos con formas simples y suaves. Del mismo modo, la configuración de los parámetros de relleno y las capas también pueden afectar la cantidad de retracciones necesarias.
Considera simplificar la geometría del modelo si es posible, o ajustar la configuración del slicer para reducir la cantidad de retracciones necesarias. Optimiza las rutas de desplazamiento del nozzle para minimizar las distancias de los viajes rápidos.
Experimenta con la configuración de "cooling" (ventilación) del modelo. Un enfriamiento más agresivo puede ayudar a solidificar el filamento más rápido, reduciendo la formación de hilos durante los viajes. Es importante encontrar un equilibrio entre el enfriamiento y la adherencia de capas.
Conclusión
La solución a los problemas de retracción no es una fórmula mágica, sino una combinación de ajuste fino y comprensión de los factores que influyen en el proceso. No te frustres si los primeros intentos no son exitosos. La clave es experimentar, documentar tus pruebas y analizar los resultados de manera sistemática.
Recuerda que cada impresora, cada filamento y cada modelo son diferentes. Lo que funciona bien para otra persona puede no funcionar para ti. Dedica tiempo a personalizar la configuración de retracción de tu máquina y encontrarás los parámetros óptimos para obtener impresiones 3D limpias y de alta calidad.
Cómo cambiar y calibrar el boquilla en una impresora 3D

Qué medidas tomar para preservar los detalles finos en impresiones 3D

En qué influye la velocidad de impresión al escoger diferentes impresoras 3D
Qué guías en línea explican cómo hacer modelos en impresión 3D
Cuáles son los errores comunes al usar impresoras FDM y cómo evitarlos

Cómo lograr efectos de sombreado o degradado en modelos impresos
Deja una respuesta
Gestionar consentimiento de cookies
Funcional Siempre activo
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Marketing
Archiviazione o accesso tecnico utilizzato esclusivamente per scopi statistici.
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.
Relacionado